Reducing plant
A manufacturer of injection-molded automotive parts was experiencing low profitability and flat growth. The company’s production facilities consisted of seven plants. Six plants manufactured fiberglass automotive components, including injection-molded hoods, doors, fenders, bumpers, deck lids, engine valve covers, and radiator grilles. One plant manufactured sheet molding composite (SMC), a reinforced plastic sheet form suitable for stamping out body components. It sold the SMC to the other six manufacturing plants to fabricate auto components.
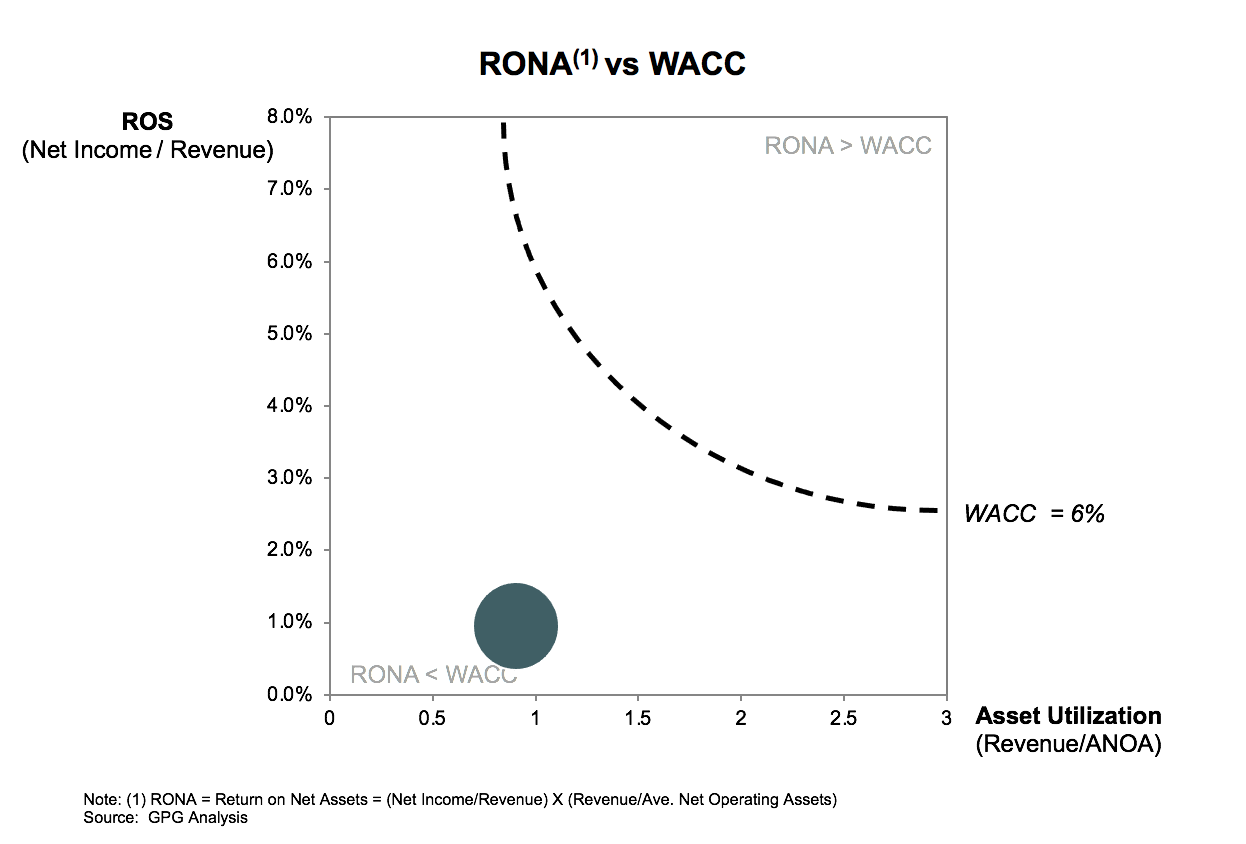
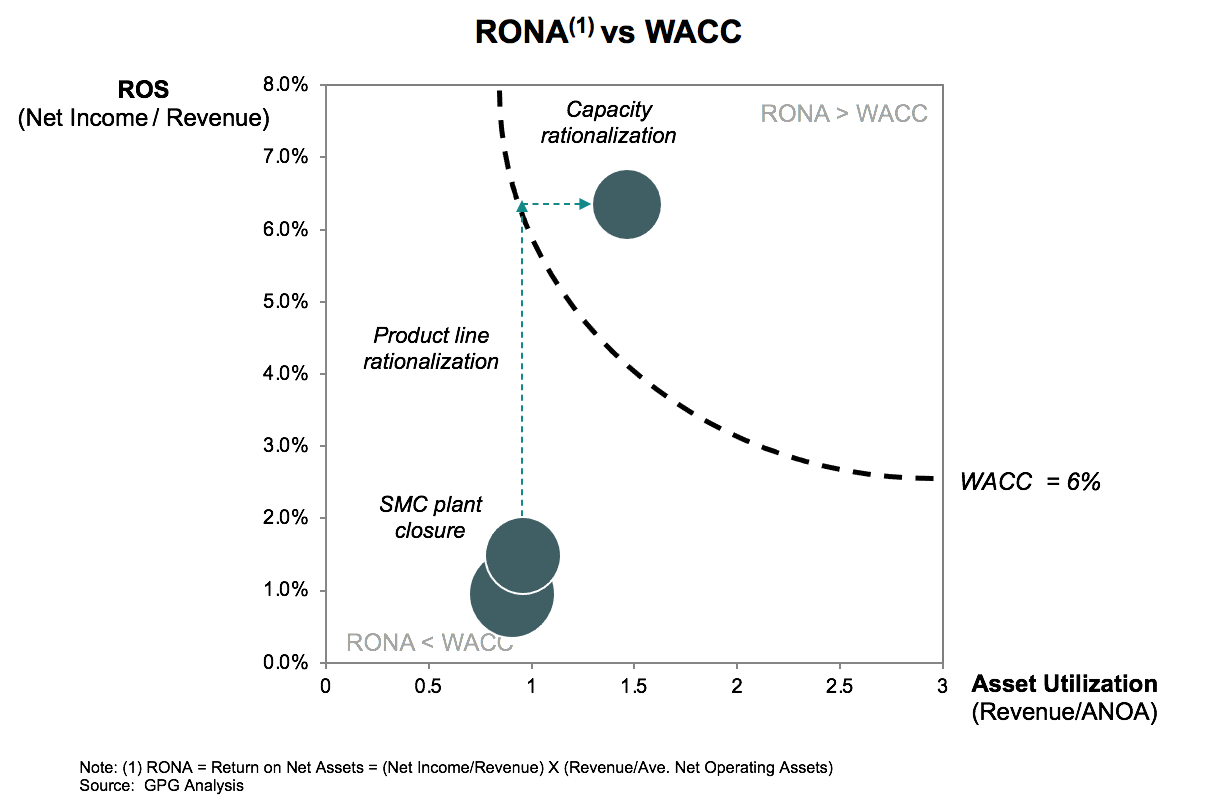
The overall Return on Net Assets (RONA) was 0.8%, well below the cost of capital of 6%. Management had taken preliminary steps to improve the efficiency of operations, but negative financial performance continued to persist. Unless more drastic measures could be taken, the company’s financial position would worsen and eventually become compromised.
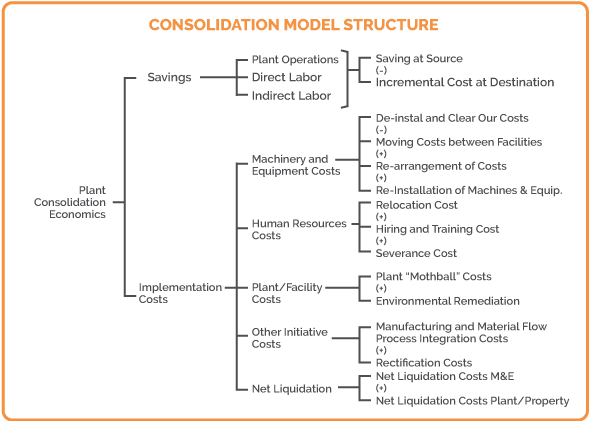
The company realigned its cost and asset structure with realistic measures of demand.
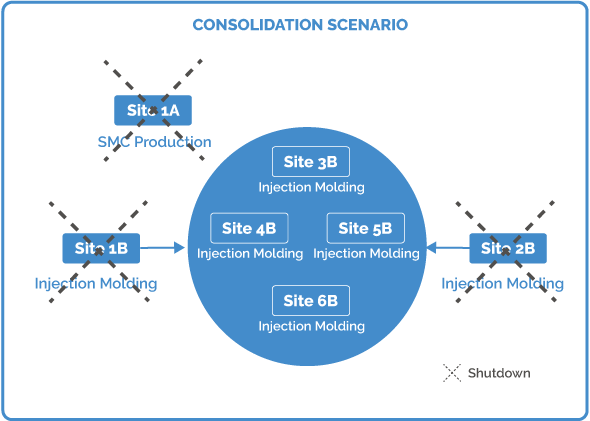
- Closed the SMC production plant based on insufficient demand for SMC
- Reduced the number of product lines by eliminating engine covers and radiator grilles (small parts, high OH)
- Rationalized the number of presses given low utilization and low forecasted demand for the corresponding injected-molded products
- Re-configured presses and production lines into four plants
- Shut down the two remaining injection-molding plants
- Reduced PPE and significant NWC
These net effect was to raise profitability to 6.4% and improve asset utilization to 1.4x, generating a RONA of 8.7%.
We performed a strategic assessment of the business and planned for capacity rationalization.
MARKET ANALYSIS
- Analyzed market size and growth by product line
- Hoods
- Doors
- Fenders
- Bumpers
- Deck lids
- Engine covers
- Radiator grilles
COST AND ASSET ANALYSIS
- Conducted Activity Based Costing and determined profitability by product line and assessed cost drivers
- Analyzed press utilization by press type, which varied from 250 tons to 1600 tons
COMPETITIVE ANALYSIS
- Identified direct competitors
- Calculated the relative cost position and asset structure of competitive plants
- Determined company’s cost disadvantage due to plant diseconomies and duplication of production lines
INDUSTRY ANALYSIS
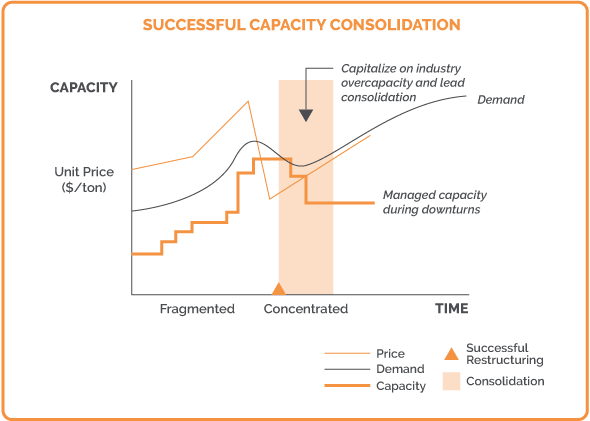
- Conducted an industry assessment and determined industry over-capacity and limited demand growth
SCENARIO ANALYSIS
- Determined that cost reduction alone would not restore the company back to financial health because plants were running at low utilization
- Measured asset utilization, revealing low press utilization given low demand for its mold-injected products
- With flat future growth by product, the need to rationalize production capacity became apparent